TIG溶接機
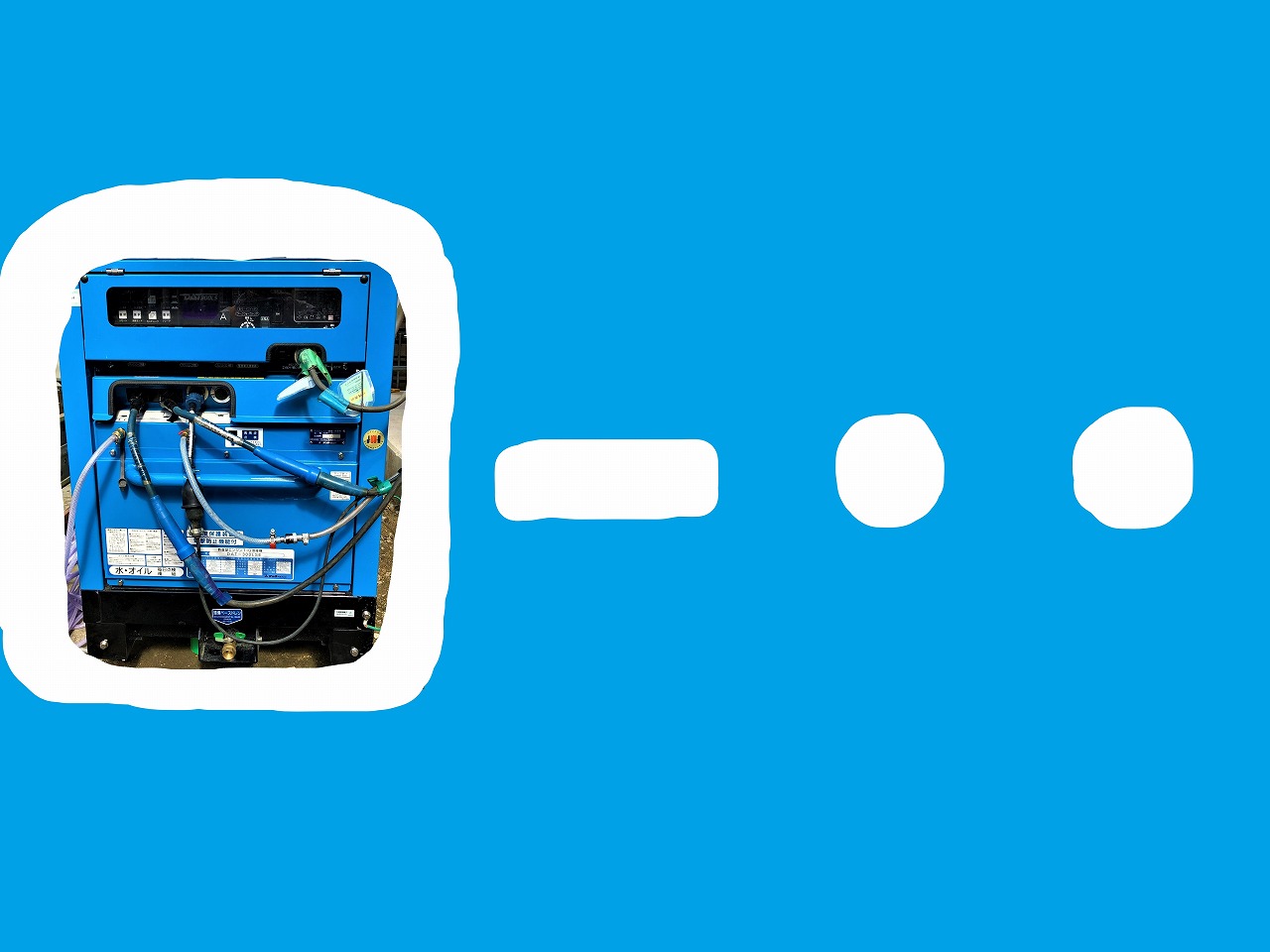
写真の赤丸で囲っている部分が、「アップスロープ」です。
「初期電流」から「溶接電流」に移行する際に、急激な電流変化による母材の溶け込みを抑える機能です。
身近な物に例えると、魚を焼くグリルをイメージしてみて下さい。
最初は弱火で、徐々に火を強くしていきますが、一気に加熱すると魚の表面だけが焦げてしまいますよね?
溶け込み過ぎない様(加熱し過ぎない様)にする為に、「アップスロープ」で自動調整をします。
次回に続きます\(^o^)/
「初期電流」を低く設定しているので、母材の品質管理の観点の為でもあります(*´ω`*)
TIG溶接機
本来ならば、零れ話の前編~後後編で、補足としてまとめていたのですが、「TIG溶接機」が思いの外収まらなかったので、「余話」として引き続きお送り致します。
「TIG溶接機」では、基本的な3つで十分溶接作業が出来ます。
(詳細は、「アメノウズメ。万能の溶着。鍛冶屋の習得技術。「TIG溶接機」零れ話。中中編」をクリック(^_-)-☆)
ですが、他にも色々と使うと便利な機能から、人それぞれ好みによって使う機能なんかもあります。
次回からは、知っていると便利な機能の紹介となります\(^o^)/

TIG溶接機
「クレーター電流」は、徐々に熱を下げて、「クレーター」である「くぼみ」を無くす事を目的としています。
使用方法としては、「トーチ」を母材に近付けて、「トーチスイッチ」を押し続けると「初期電流」、離す事で「溶接電流」に切り替わり、もう一度押し続けて「クレーター電流」へと移行します。
勿論「クレーター電流」だけでは、溶接部の「クレーター」が無くなる訳ではなく、補助の役割を担っています。
ちなみに、赤丸で囲っている部分が、「クレーター電流」です。
次回は日曜日!!!ですね。
日曜のひと時、「あなた」に手話をお届け致します(*´ω`*)
お楽しみに\(^o^)/
TIG溶接機
始まりがあれば終わりがある様に、溶接を終わらせる、もしくは途中で止める時に、「クレーター電流」を使用します。
その前に、溶接における「クレーター」とは、溶接部の凹みを指します。
惑星や衛星等の表面にある「くぼみ」と同じで、名前の由来もそこから来ています。
惑星や衛星等の「クレーター」は、隕石の衝突か噴火によって出来たと考えられていますが、溶接の「クレーター」も原理は同じです。
溶接によって溶かされた母材もしくは溶加材が、溶接が終わり熱が無くなる事により、収縮し縮む事で「クレーター」が出来るからです。
次回に続きます\(^o^)/
溶接部の「クレーター」は、本来あってはならない物です。
「クレーター」を無くす為の「クレーター電流」と捉えてもらうと分かり易いかもしれませんね(*´ω`*)

TIG溶接機
「溶接電流」は、そのままの意味で、溶接を行う際の電流数値を表しています。
赤丸で囲っている部分が、「溶接電流」です。
使用方法としては、「トーチ」を母材に近付けて、「トーチスイッチ」を押し続けて「初期電流」、離す事で「溶接電流」に切り替わり、溶接を行う事が出来ます。
電流数値は、「アーク溶接」とほぼ同じです。
後は、溶接を行う材料や厚み、「トーチ」や「TIG溶接棒」の各々の速さによって、電流数値を決定します。
次回に続きます\(^o^)/
基本的には、薄い材料では電流数値は低く、厚い材料には電流数値は高くなります(*´ω`*)