タングステン
「タングステン」は、「アメノウズメ。万能の溶着。鍛冶屋の習得技術。「タングステン」前前編」で既述した通り、融点が金属のうちで最も高いですが、溶けない訳ではありません。
なので、「タングステンタッチ」以外にも、溶接作業の合間に先端を研ぎ直して、溶接作業の継続を行います。
次回に続きます\(^o^)/
「TIG溶接」は、常に「タングステン」を研ぐ為の工具が必要不可欠です(*´ω`*)
タングステン
「アメノウズメ。万能の溶着。鍛冶屋の習得技術。「タングステン」中前編」で紹介した通り、「タングステンタッチ」は「タングステン」を消耗させる要因です。
(詳細は、上記をクリック(^_-)-☆)
また、不活性ガスで溶接部を保護しますが、母材自体に付いている不純物は、事前に取り除かなくてはなりません。
上記も「タングステンタッチ」同様に、「タングステン」の消耗を引き起こします。
次回に続きます\(^o^)/
不純物の例としては、塗装や錆が挙げられます(*´ω`*)
タングステン
前回「アメノウズメ。万能の溶着。鍛冶屋の習得技術。「タングステン」中前編」で紹介した「タングステンタッチ」は、「タングステン」を著しく消耗させます。
具体的には、「タングステン」が母材に溶着して、取り外す際に無理な力が掛かり、最悪の場合は「タングステン」が折れてしまうからです。
また、消耗する事によって先端が丸くなってしまい、研ぎ直す必要が生じます。
慣れてしまえば滅多に「タングステンタッチ」を起こす事はありませんが、作業状況や無理な姿勢での「TIG溶接」作業中には、避けにくいのは確かです。
☆☆~~~~~~~~~~~★★★~~~~~~~~~~~☆☆
次回は日曜日!!!ですね。
日曜のひと時、「あなた」に手話をお届け致します(*´ω`*)
お楽しみに\(^o^)/

トーチ
前回「アメノウズメ。万能の溶着。鍛冶屋の習得技術。「タングステン」中編」で、「タングステン」の先端を「ノズル」からある程度出す事を既述致しました。
(詳しくは、上記をクリック(^_-)-☆)
「タングステン」を「ノズル」から出しますが、直接「タングステン」を母材に付ける事はありません。
「TIG溶接」は、「アーク放電」を利用した溶接方法だからです。
(「アーク放電」又は「電弧放電」は、後々記述致します。)
その為、「タングステン」が母材に付くと、「タングステンタッチ」と呼ばれる不具合となります。
次回に続きます\(^o^)/
「TIG溶接」を初めて行ってから慣れるまでは、「タングステンタッチ」は最初の関門です(*´ω`*)
トーチ
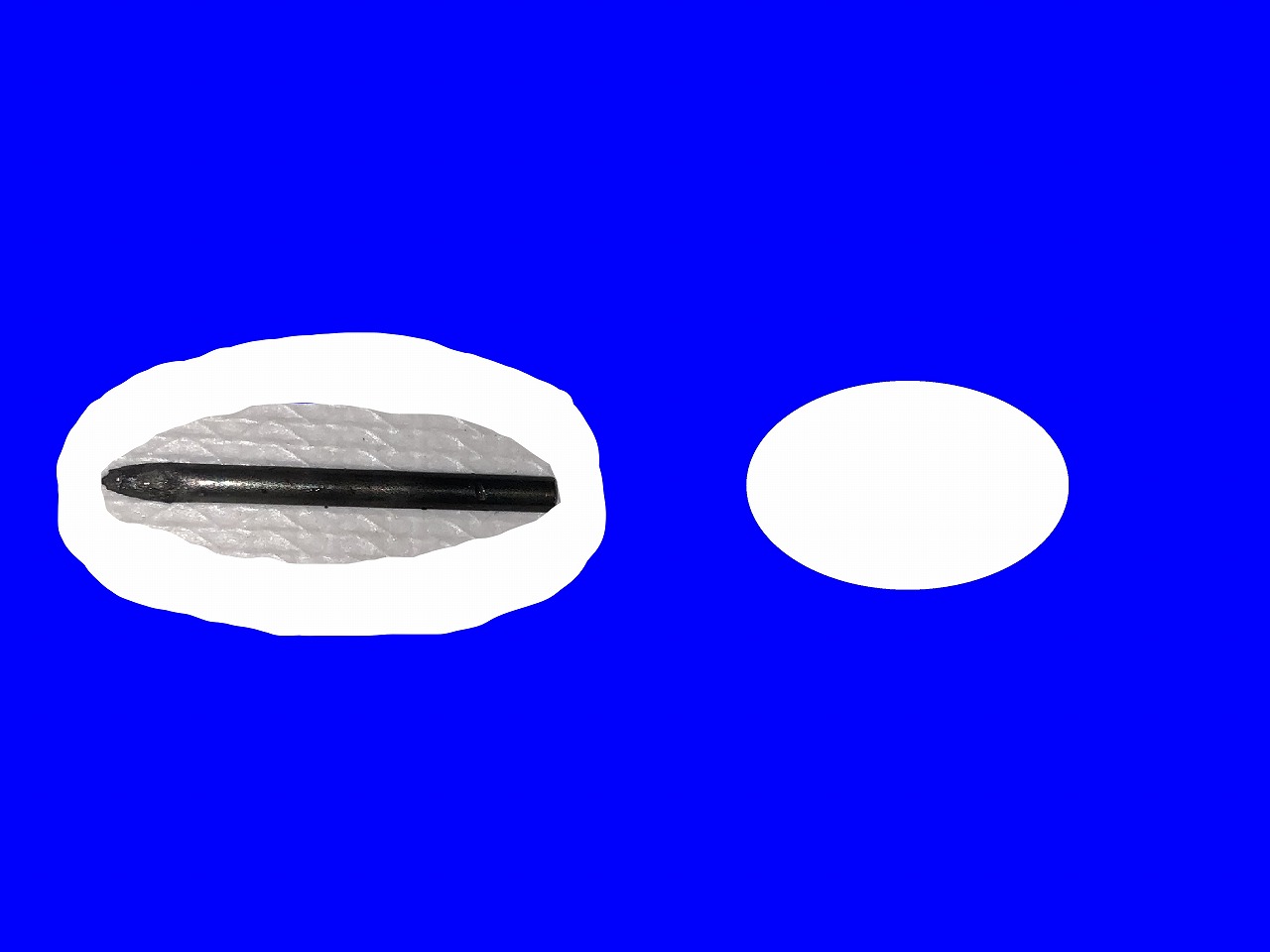
写真が「トーチ」に「タングステン」を取り付けている状態です。
(「トーチ」は、「アメノウズメ。万能の溶着。鍛冶屋の習得技術。「トーチ」全編」に詳細がございます(^_-)-☆)
「タングステン」の先端が、「ノズル」から少し出ていますね。
(「ノズル」は、「アメノウズメ。万能の溶着。鍛冶屋の習得技術。「トーチ」中編」を併せてご覧頂ければ幸いです(^_-)-☆)
通常「TIG溶接」を行う時は、「ノズル」から5mm~10mmほど、「タングステン」の先端を出して「TIG溶接」作業を行います。
それ以下だと母材から「タングステン」の先端が遠くなり、それ以上だと不活性ガスが届きにくくなる為です。
次回に続きます\(^o^)/
ただし、狭い箇所の「TIG溶接」で、「ノズル」が入らない時は、「タングステン」を上記以上に出して、不活性ガスの供給量を増やし、「TIG溶接」を行う事もあります(*´ω`*)